|
Глина обеспечивает сцепление обмазки с металлом,
песок предотвращает ее растрескивание при высыхании, а пористый
уголь регулирует теплопроводность обмазки.
Этот набор компонентов не является обязательным. Сегодня с успехом
можно применять стандартные промышленные материалы - гончарную
или огнеупорную глину, порошок графита (графитовую смазку) и литейные
наполнители - например, маршаллит. Я иногда вместо песка добавляю
к смеси жирной гли-ны и графита очень мелкий железный порошок, применяемый
в порошковой металлургии, который быстро ржавеет и эта ржавчина
спекает обмазку в монолит. Очень важно, чтобы составляющие были
растерты равномерно!
Лучше растирать даже глину перед тем, как залить смесь водой,
чем получить комки. Хорошо размешанная смесь должна быть достаточно
жидкой, чтобы ее удобно было наносить на металл, но не слишком
жидкой, чтобы обмазка не сползла с клинка.
Б) Закаленная часть лезвия
может быть более или менее широкой, различными бывают и очертания
границы между твердой и мягкой частями клинка. На западе эту границу
называют «линией закалки, ав Японии -" хамон ".
Насчитывают несколько десятков ее разновидностей, поэтому нужно
четко определить для себя, какую" линию закалки " хочется
получить. Во первых, решите, нужны вам «аши» или нет.
«Аши» - это узкие отростки полутвердой стали, врастающие
в закаленное лезвие. Эти закалочные образования предотвращают
выкрашивание больших кусков лезвия в результате чрезмерно сильных
ударов. Образно выражаюсь, «аши» - это своего рода зубы,
которыми вязкое тело клинка держит твердую полоску лезвия.
В) Если
вы решили получить четкий «хамон» без «аши»,
что для начала будет правильным, то обмазку нанесите на клинок
таким образом, чтобы часть лезвия осталась открытым. Или обмажьте
глиной весь клинок, а затем удалите обмазку с лезвия, просто протерев
его пальцами. Открытое лезвие закаливается «насухо»
и доступная огню закаленная часть клинка так и называется - «якиба»,
т. е. «обоженное лезвие».
Г) Обмазке необходимо дать подсохнуть, иначе при последующем
нагреве под закалку оставшаяся вода закипит и оторвет большие куски
глины. Если вы закаливаете в горне, то нужно заранее приготовитьведро
мелко колотого (половинка грецкого ореха) древесного угля, потому
что тяжелые куски кокса или каменного угля разрушат обмазку. Впрочем,
можно в кучу кокса или крупного угля засунуть заглушенную с одного
конца трубу подходящего диаметра и нагрев клинка производить в
ней.
Д) Осторожно нагрейте клинок до закалочной температуры (750-800
градусов) и охладите его в не слишком холодной (27-29 градусов)
воде. Можно прогреть «до красна» весь клинок, а можно
быстро нагреть только лезвие - это принципиально важный момент!
От этого зависит выбор толщины обмазки. Если прогревается весь
клинок, она должна быть довольно толстая - до 5-8 мм и даже более.
Теплопроводность обмазки невысокая, поэтому закрытые части клинка
охлаждаются медленно с образованием вязких закалочных структур
и обух получается более гибким и мягким. Е) Если вы захотите получить
красивый «хамон» с «аши», то сначала закройте
лезвие тонким (1-2 мм) слоем жидко разведенной глинистой обмазки,
после чего на боковые поверхности клинка нанесите утолщенное (4-5
мм) покрытие из более густой глины так, чтобы границы обмазки были
чуть выше будущей «линии закалки». Затем тонким деревянным
или стальным шпателем в желаемом порядке нанесите узкие, но выпуклые
полоски глины. Наслоения дополнительных полосок глины создают местные
утолщения, от которых и появляются вне-дрения мягких участков «аши»
в насухо закаленное лезвие. Но должен сразу сказать, что красивые
и четкие «аши» вы получите не сразу, а только с опытом,
потому что очень важную, едва ли не первостепенную роль начинает
играть точность нагрева под закалку - как распределение температуры
по ширине клинка, так и ее абсолютная величина в зоне «хамона».
Следует стараться нагреть заготовку так, чтобы в зоне будущего
«хамона» температура не превышала минимально необходимую
закалочную, т. е. 750 градусов.
9. После закалки глину счищают и клинок отшлифовывают, выявляя
участки с разной твердостью окунанием в раствор азотной кислоты.
Если по каким - либо причинам качество закалки вас не устроит,
то не делайте себе «харакири» и не перековывайте меч
на гвозди. Выправив клинок и вычистив его поверхность, заново нанесите
обмазку и повторите закалку. Добротно откованный клинок может выдержать три - четыре перезакалки
10. После рихтовки клинка наступает черед чистовой шлифовки
и полировки.
Думаю, не будет большим преувеличением, если сказать, что 90 % красоты японского клинка
обеспечивается именно работой полировщика. Шлифовка проходит в
несколько этапов на особых шлифовальных камнях, зернистость которых
меняется от 180 единиц до 3000 и более. Естественно, не обязательно
выписывать по каталогу из Японии специальные камни за 1000 долларов,
можно с успехом использовать положенную на жесткую поверхность
абразивную шкурку.
Л. Б. Архангельский
|
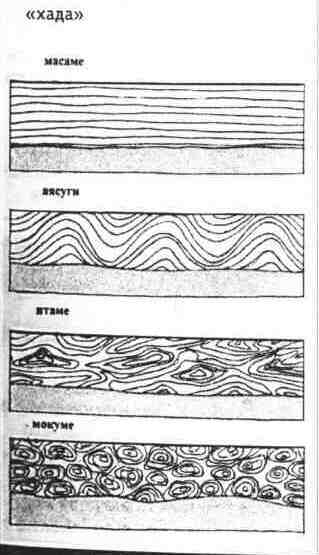
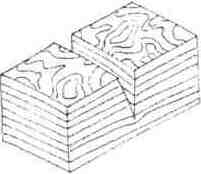
Способ получения строгого узора Масаме-хада
1.
2.
3.
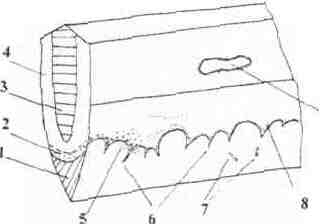
1.
Закаленное лезвие
2. Переходная зона «хамон»
3. Железная вставка
4. Незакаленная часть
5. «Ни»
6. «Аши»
7. «Нион»
8. Пятна закаленного металла «тобияки»
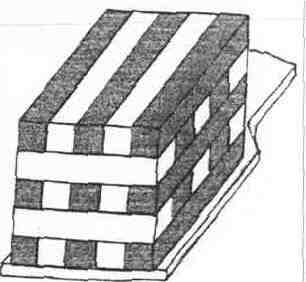
Один из вариантов сборки пакета
|