![]()
|
Катана по-русски По ряду причин мне довольно часто приходилось изготавливать
клинки в традиционном японском стиле. Чтобы не слишком часто бить
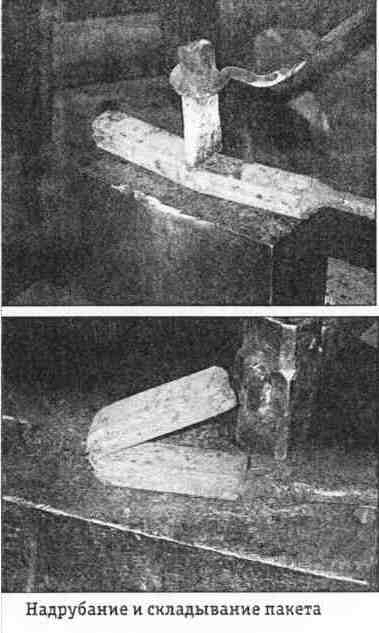
лицом в грязь, мне пришлось перепробовать груду специфических технологических
приемов, изготовить (и сломать) пару десятков клинков разного размера,
а также прочитать едва ли не все стоящие книги о японском оружии.
Сейчас мои наклонности изменились, но чтобы этот многолетний опыт
не пропал зря, я и делюсь им с теми, кто «хочет», но
пока не очень «умеет». Традиционный японский клинковый металл представляет собой чисто углеродистый, но очень многослойный дамаск типа «напильник сжелезом». Я противник использования в Дамаске низкосортного железа (сталь 3), поэтому рекомендую сварить сталь У 12 (напильник) с ж/б арматурой (сталь 35 ГС) в пропорции 2 к 1.Пропорции выбраны с учетом того, что в процессе многочисленных сварок часть углерода выгорит (по 0,03 % за сварку), и среднее содержание углерода в готовом композите будет оптимальным - чуть менее 0,8 %. 1. Далее действуют обычным порядком, т.е. несколько (6-7) пластин означенных сталей складывают стопкой «через одну» и прихватывают по концам эл. сваркой, чтобы они не рассыпались в горне. Для удобства работы к торцу пакета следует приварить полуметровый железный прут сечением 12-14 мм. Раньше пластины связывали проволокой и удерживали клещами - как сказано в старинном рецепта «... и взяв оные пластины в клещи, сварить песком обычным порядком.» 2. Нагрев пакет в горне до желтого свечения (1000 градусов), специальной лопаткой его посыпают флюсом, растворяющим окалину и предохраняющим металл от дальнейшего окисления. В старину флюсом чаще всего служит чистый речной песок или такой же песок с добавкой 30 % (по весу) поваренной соли. Сейчас наилучшим флюсом является прокаленная бура, образующая легкоплавкий жидкотекучий шлак, который хорошо выжимает из стыков пластин при проковке. 3. Поместив покрытый флюсом пакет в горн, его быстро нагревают «до бела», после чего проковывают. Я предпочитаю «горячую» сварку, когда поверхность пакета заблестит «как леденец», подобно мокрой, и металл начинает слегка искрить. Но на этом режиме важно не передержать пакет и не дожидаться искр " как от бенгальского огня," иначе металл сгорит. 4. Прокованный пакет надрубают зубилом и складывают вдвое, после чего нагрев и проковку с флюсом повторяют. Таким образом, количество слоев стали удваивается. После следующей сварки пакет расковывают в широкую пластину, надрубают и складывают вдвое вдоль. Это нужно для выравнивания слоев, иначе через 5-10 сварок итоговая структура может оказаться недопустимо грубой. Так «через раз» и продолжают рубить вдоль-поперёк. Впрочем, не запрещается, а приветствуется; сложение промежуточных пакетов не из двух, а сразу из 3-5 пластин. В итоге достигают того, что каждый слой стали становится в десятки раз тоньше лезвия бритвы. Для этого достаточно 2-5 тысяч слоев. Стремиться к излишнему наращиванию числа слоев не нужно, помня о выгорании углерода. 5. Сварив многослойный готовый брусок металла, можно придать ему характерный тонкий узор поверхности - «хаду». Меня устраивает обычная «итаме - хада», соответствующая нашему «дикому Дамаску», но желающие усложнить узор могут насечь зубилом, нарезать на точиле или специальным штампом набить рельефный узор - орнамент. Поверхностные слои в заданном порядке вдавливаются вглубь поковки и, после сошлифовки рельефа, образуется желаемый узор. Очень уж стараться не советую, потому что чем замысловатее узор, тем больше вероятность появ ления дефектов при дальнейшей обработке. 6. Из пластины узорчатого металла, в меру аккуратности иопыта, отковывается заготовка клинка, например, не длинное (20 - 25 см) «танто». Особое внимание нужно уделять тщательной проковке лезвия, поскольку истинно выдающимся качеством обладает лишь хорошо уплотненный металл. 7. Откованный клинок перед закалкой начерно отшлифовывают, на грубом камне очищая поверхность от окалины и остатков флюса. При придании формы нужно учесть то обстоятельство, что после закалки кривизна клинка, как правило, увеличивается, поэтому заготовку следует делать почти прямой. Кромку лезвия не надо делать тонкой (менее 1 мм), чтобы она не треснула при довольно жесткой закалке. По тем же соображениям традиционные клинки не терпят т. н. бритвенной заточки с поднутрением. 8. После черновой шлифовки, главная задача которой - очистка
поверхности под нанесение обмазки, клинок готовят к закалке. Японские
кузнецы, строго придерживаясь незыблемого принципа «твердое
лезвие - мягкий обух», применяют особую технологию закалки,
суть которой заключается в том, что эти части клинка имеют разную
твердость и вязкостьвследствие неравномерного нагрева и охлаждения.
Для достижения этой неравномерности клинок покрывают слоем глинистой
специальной теплоизолирующей обмазки. Впрочем, для простоты можно
применить закалку ТВЧ или обложить обух мокрым асбестом. |
"Пакет"
Раскаленный пакет посыпается бурой.
|
|
Прекрасный рисунок «ошигата» прекрасного «хамона» |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
![]()